




了解瑞亨公司信息,产品动态
>请关注我们的社交软件
虽然你可以使用端铣刀和麻花钻,这是典型的非路由器(路由器也被称为龙门铣床,如果你喜欢)数控世界,有一些特殊的刀具,可以帮助在各种情况下,这就是本文的全部内容。有关常规铣刀的更多信息(除了大型工具(如面铣刀)外,大多数铣刀也可用于路由器),有关如何选择正确刀具的更基本视图。
让我们做一个快速调查,并提供一些提示:
上切与下切
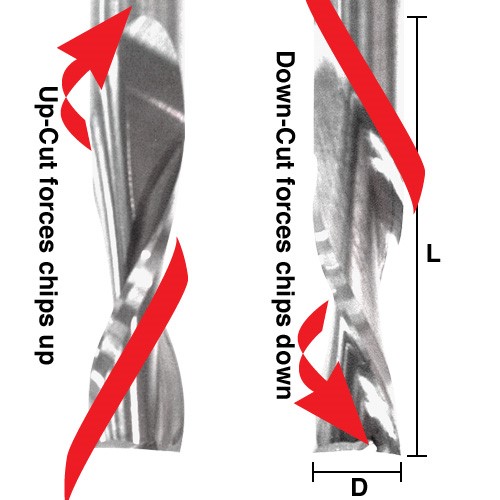
取决于螺旋在切割器上的移动方式,切割器可以上下移动切屑。无论切屑朝哪个方向移动,都会有相同方向的力作用在工件上。因此,向上切割会将切屑向上移动并移出切割,它会倾向于拉起工件。顺便说一句,传统的立铣刀世界是指一些刀具作为左手或右手。这是不一样的事情,因为它是指实际主轴旋转。你可以得到左手(逆时针)旋转刨刀位,但95%的下切位是右手旋转。
你为什么会在乎一点小的?
上切是一个传统的立铣刀的所有意图和目的。对于可能切屑的木材和材料,它的缺点是要沿顶部边缘拉屑。因为下切向下推,它会在顶部留下一个更干净的切口,但会磨损底部边缘。
工作控制是另一个问题。向上切割的东西想在工件上拉起。如果你有一个柔韧的工件(想想胶合板和1/2英寸铝板的对比——胶合板是柔韧的),往上拉可能会使它弯曲,使切割不准确。一张真空表对这很有帮助。
好的,为什么不总是使用下切,得到更干净的切割,并保持工件牢牢地压在桌子上?
答案是,下切迫使芯片下降到洞的底部,这是远远不理想的。如果你读了CNCCookbook的博客,你就会听到我在谈论清除芯片时需要多疑。与金属相比,木材的问题要小得多,但它仍然是一个很大的问题。考虑在需要清理的切屑较少且希望避免切屑顶部边缘出现缺口的情况下,使用下切道作为最终的精加工焊道。
使用我们的G-Wizard进给和速度软件时,将upcuts视为普通立铣刀。对于下切,选择一种端铣刀类型,然后单击“几何”按钮。有一个选择,将相应地调整饲料和速度下降。G-Wizard实际上是第一个饲料和速度计算器,特别是考虑到CNC路由器用户的需要而设计的。
我让一位机械师写了一篇关于下切钻头的轶事:
在向下切割时,端塞通常不会被“切割”。它最后在钻头末端旋转。我不止一次在一个切口内旋转插头…。它们变得如此之热以至于它们抓住了一个真空表的低密度粒子板着火。由于真空泵排到外面,你常常一时意识不到自己着火了。
哎哟。
另一个提示:左手端铣刀的直径小于一个卡住的螺钉可以使一个伟大的方式来消除螺钉。相反的旋转会产生“拧松”压力,因为材料会被切断以松开螺纹。
压缩切割器

想象一下,把一个上切和一个下切结合起来,你就得到了一个压缩切割器。长笛的下半部分是一个方向,而上半部分是另一个方向。压缩刀具用于胶合板、复合材料和层压板。之所以使用它们,是因为向切割器中间的拉力减少了顶部和底部的碎屑。用一个完全切断一张胶合板,你会有更干净的两边边缘。
考虑到切屑清除问题以及防止切屑的预期用途,G-Wizard对压缩刀具有一个特殊设置。使用我们的G-Wizard CNC路由器进给和速度计算器时,选择一种端铣刀类型,然后单击“几何”按钮。有一个选择压缩刀具,将调整饲料和速度相应。
不要试图在金属上使用压缩刀具!
“钻石切割”钻头

现在我们正在谈论一些疯狂的长笛。 钻石切割看起来很像木锉,这就是它的本质。 它们非常适合精加工,但与其他类型的钻头相比,它们的材料去除能力有限。 由于它们对材料温和,因此通常用于复合材料、PC 板材料和其他分层材料。 在我们为 G-Wizard 添加“钻石切割”选项之前,请咨询制造商的建议,尽管将 Tortoise-Hare 设置为“Full Tortoise”的情况下,您可能可以将其作为硬质合金立铣刀运行。
碎屑机
这些就是金属界所说的“更粗糙”或“玉米芯更粗糙”。 边缘呈锯齿状,可将切屑分成更小的碎片,并在粗加工时真正快速移动一些材料。
直槽刀具
把这些留到最后,因为我不是一个大粉丝。 螺旋槽允许边缘逐渐增加其在芯片上的接合。 对于直刃,它会在整个刃口猛烈撞击工件时同时发生。 除了具有完全不同功能的铰刀外,金属世界看不到这种几何形状。 制造和销售这些刀具的原因是因为它们便宜得多。 对于 CNC,它们似乎是一种浪费,除了木材或塑料之外,我绝对不会在任何东西上使用它们。 一位机械师写道,他在木材项目中主要使用直刃刀具,因为它们便宜得多。
对于使用我们的 G-Wizard 速度和进给软件时的进给和速度,选择立铣刀类型,然后单击菜单:
